東芝は2021年9月22日、水溶液に含まれる成分や物質(有価物)を抽出する濃縮技術として、従来の濃縮方法に対して4分の1の消費エネルギーと、2.4倍の高濃縮率を両立する正浸透膜法向けの浸透圧物質を開発したと発表した。濃縮対象の水溶液から浸透圧の原理を用いて水を自発的に取り除くことで、省エネルギー化できる。
濃縮技術を用いた濃縮処理は、化学品や医薬品の製造、排水処理、レアメタルの回収など様々な場面で活用されている。これまで水溶液を加熱して水分を蒸発させることで有価物を抽出する蒸留法や、水溶液に高圧(加圧)をかけることで水分と有価物を分離する逆浸透膜法が主に用いられてきた。
しかし、蒸留法は加熱に大量の熱エネルギーを要し、逆浸透膜法は加圧に大量の電気エネルギーが必要となる。さらに、それぞれ加熱や圧力による有価物の劣化も指摘されている。こうしたことから、より省エネルギーで有価物の劣化が少ない高濃縮処理を可能にする技術が求められていたという。
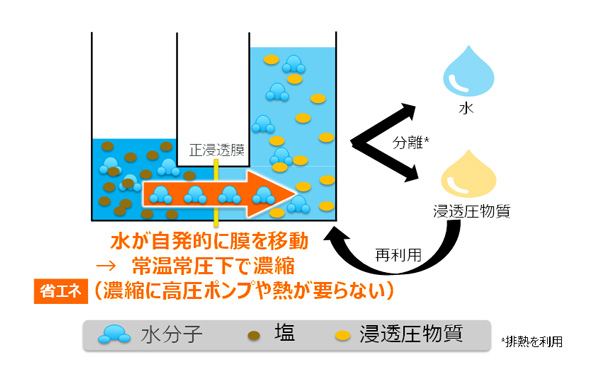
そこで同社は、低温/非加圧で濃縮処理できる正浸透膜法に着目し、濃度の高い水溶液に注入することで自発的な水の移動を促進させる浸透圧物質を独自に開発。省エネルギーな高濃縮処理と高い水分離性を実現した。
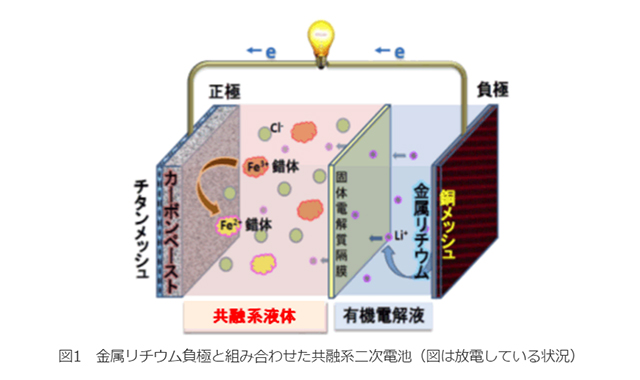
正浸透膜法
正浸透膜法は、浸透膜で物質の「濃度が低い水溶液」と「濃度が高い水溶液」を仕切ると、水が濃度の低い水溶液から濃度の高い水溶液へと膜を通過して自然に移動し、濃度を均等に保とうとする現象を利用した濃縮方法となる。
消費エネルギーは逆浸透膜法が約4kWh/m3、正浸透膜法が約1kWh/m3と言われているため、消費エネルギーを4分の1に削減できる。開発した浸透圧物質が溶け込んだ水溶液(浸透圧溶液)は、濃縮処理後に水と容易に分離できて繰り返し利用できるという。
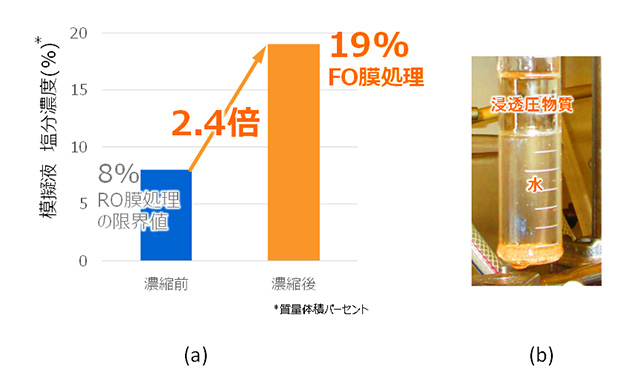
食塩を含む水溶液を模擬液とした濃縮試験では、浸透圧溶液の方へ模擬液の水が移動し、最終的に塩分濃度が19%まで上昇。これまでの逆浸透膜法の塩分濃度8%に比べ、塩分濃度を2.4倍にできたという。
また、模擬液から水が移動して希釈された浸透圧溶液を70℃に加温すると、CO2が脱離し、浸透圧物質と水の二相に分離でき、100℃以下の低温熱での再生と高い水分離性を達成した。排熱を浸透圧溶液と水の分離に利用でき、脱離したCO2は浸透圧溶液の生成に循環利用できるという。
開発した正浸透膜法は、逆浸透膜法よりも高い濃縮率と高い水分離性を持ち、常温常圧で有価物を高濃縮するシステムや、排水を高濃縮して水を再利用するシステムへの展開の可能性を示すことができた。開発した技術は、化学品や医薬品の製造、廃液処理、レアメタルの回収などへの適用が考えられる。また、水の再利用、天然資源の持続可能な利用と廃棄物による環境負荷の低減も見込める。同社は今後、アプリケーションごとの実証を進め、早期の実用化を目指す。