- 2023-10-27
- 機械系, 研究・技術紹介, 転職・キャリアアップ
- JIS規格(Z3021), すみ肉溶接, 並列断続すみ肉溶接, 全周溶接, 全周現場溶接, 千鳥断続すみ肉溶接, 断続すみ肉溶接, 溶接記号, 現場溶接, 表面形状, 裏当て, 裏波溶接, 非破壊検査

ものづくりにおいて、必要な強度や品質を満たす製品を作るためには、溶接作業者だけでなく設計者も溶接記号への理解が必要となります。この記事では、そんな溶接記号の種類、書き方などについて紹介します。
溶接記号とは
溶接とは、2つ以上の金属材料(母材)をつなぎ合わせる方法の一つで、母材や溶接棒を溶かして接合する「融接」、熱や圧力を加えることで2つ以上の母材を接合する「圧接」、接合部分に溶加材(ろう)を使用する「ろう接」などがあります。
溶接の方法や条件が一目で分かるよう、設計図面に描かれるのが「溶接記号」です。溶接記号とその表示方法は、JIS規格(Z3021)で定められています。
設計図面の指示通りに溶接して、接合部に求められる寸法や強度を満たすためには、溶接記号を理解することがとても大切です。
溶接記号の基本形とは
溶接記号の基本形は、溶接箇所を示す引き出し線「矢」、図枠の底辺に平行に描かれ、基本記号が配置される線「基線」、特別な指示を記入する「尾」で構成されます。溶接の種類を示す基本記号は基線の中央に配置し、補助記号や寸法などを添えます。
「開先(かいさき)」方向は、基本記号を基線の上側に配置するのか、または下側に配置するのかで区別します。基線の上側にある場合は矢の指し示す側から溶接し、下側にある場合は矢の指し示す反対側から溶接します。
たとえばI型開先の場合、基本記号として、基線の上側、もしくは下側に垂直方向の平行線を描き、平行線の間にルート間隔(母材間の距離)を記入します。溶接の種類により、開先角度や開先深さなど、記入する寸法内容が変わります。
代表的な溶接記号の種類
数ある溶接法の中でも、「開先溶接」は母材の変形が少なく、高強度の溶接が可能なため多く用いられています。母材の接合面に溝(グルーブ)を作るのが開先加工で、溝の形からI型、V型、レ型、J型、U型、K型、X型といった種類があります。
適切な開先形状を選ぶことで溶接作業を容易にし、さらに欠陥の発生や溶接棒の使用量を抑えることができます。一方で、母材の加工や溶接時の高い精度が求められることも考慮する必要があります。開先溶接各種の基本記号は以下の通りです。

他にも、「すみ肉溶接」、「フレア溶接(V型、レ型、X型、K型)」、「へり溶接」、「プラグ溶接、スロット溶接」、「ビード溶接」、「肉盛溶接」、「キーホール溶接」、「スポット溶接、プロジェクション溶接」、「シーム溶接」、「スタッド溶接」、「サーフェス継手」、「スカーフ継手」などがあり、図面上にそれぞれの基本記号を記載することで、溶接方法を指示します。それぞれの溶接方法の基本記号は以下の通りです。

すみ肉溶接の溶接記号の書き方
板状の母材をT字状に、もしくは平行に重ねて溶接する方法が「すみ肉溶接」です。母材間に隙間ができるため開先溶接より強度が低く、現場では開先溶接とすみ肉溶接を使い分けています。
すみ肉溶接の基本記号は三角形で表し、基線よりも下側にある場合は矢の示す側を、上側にある場合は矢の反対側をすみ肉溶接します。基本記号には溶接の脚の長さを添え、一般的には両側で同じ長さにします。
すみ肉溶接には、連続すみ肉溶接と断続すみ肉溶接があり、連続すみ肉溶接の場合は溶接の脚の長さのみを、断続すみ肉溶接の場合は、溶接の脚の長さと幅を、必要に応じて溶接の数とピッチを記入します。

断続すみ肉溶接の溶接記号の書き方
断続すみ肉溶接は、溶接した部分と溶接しない部分が断続的に交互に存在するすみ肉溶接で、並列断続すみ肉溶接と千鳥断続すみ肉溶接の2種類に分類できます。
並列の溶接記号
並列断続すみ肉溶接は、母材に矢が示す側と反対側が対称になるよう溶接する方法です。溶接記号は、基線を挟み三角形の基本記号を上下対称に描き、溶接の脚の長さと幅、必要に応じて溶接の数とピッチを記入します。数値が上下同じ場合、片側は省略してもかまいません。
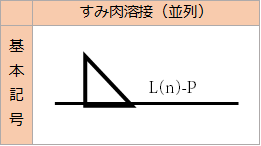
※L(溶接長さ)、n(溶接の数)、P(ピッチ)
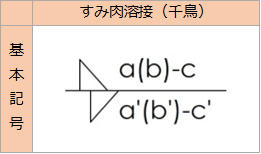
千鳥の溶接記号
千鳥断続すみ肉溶接は、母材に矢が示す側と反対側が互い違いになるよう溶接する方法です。溶接記号は、基線を挟み三角形の基本記号を上下互い違いに描き、溶接の脚の長さと幅、必要に応じて溶接の数とピッチを記入します。
断続すみ肉溶接は、強度がそれほど必要のない箇所に適用できます。溶接熱による歪みの抑制や、手間やコストを削減できるメリットがあります。
溶接の補助記号の種類
補助記号には、表面形状に関する「平ら」、「凸」、「へこみ」、「止端仕上げ」があり、ビード(溶接時にできる盛り上がり)の表面の仕上げ方を指示します。
他にも、仕上げ方法に関する「チッピング」、「研削」、「切削」、「指定なし」や、溶接方法の「裏波溶接」、「裏当て」、「現場溶接」、「全周溶接」、「全周現場溶接」などがあります。

裏波溶接の書き方
裏波溶接は、溶接面だけでなく、溶接面の裏側にもビードを出す溶接方法のことで、配管の溶接などに用いられます。外側から溶接しながら、内面まで溶かし込むことで、裏側まで溶接ビードを出します。配管に継ぎ目ができ、そこに液溜まりが発生しないようにする目的の溶接方法です。
補助記号は、基線に接する黒の半円で表します。溶接面の反対側に対する指示のため、補助記号は基本記号の反対側に配置し、必要なビードの高さを記号前に記入します。

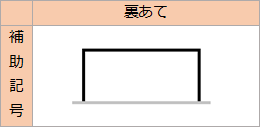
裏当ての書き方
裏当ての補助記号は、基線に接する長方形で表します。溶接面と溶接面の裏側に、「裏当て金」を母材と一緒に溶接する方法のことで、裏当て金は、一方の面から溶接する際に、反対側への溶け落ちを防ぐために使用します。
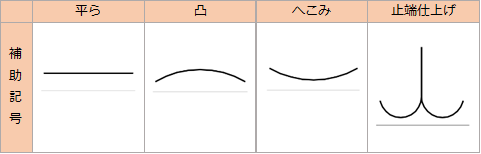
表面形状の書き方
表面形状の補助記号の「平ら」は直線、「凸」は上カッコ、「へこみ」は下カッコ、「止端仕上げ」は錨に似た形状で表します。
現場溶接の書き方
現場溶接の補助記号は、三角の手旗のマークで表します。組み立てや建設現場など、溶接物が設置される場所で行う溶接のことです。

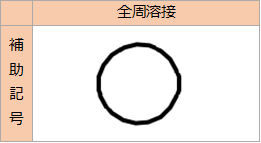
全周溶接の書き方
全周溶接の補助記号は、円の形状で表します。接合部の全周に渡って溶接する方法で、溶接部のすき間からの異物の混入を防ぐ目的があります。
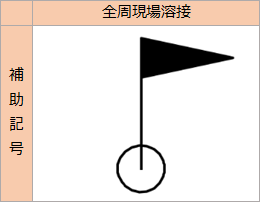
全周現場溶接の書き方
全周現場溶接の補助記号は、円の中に三角旗を立てたマークで表します。現場で作業する全周溶接のことです。
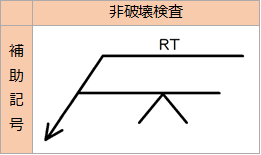
非破壊検査の書き方
非破壊検査は、素材や製品などを破壊せずに、欠陥の有無やその存在位置、大きさ、形状、分布状態などを調べる試験のことです。溶接表層部の傷の有無などを調べる非破壊試験には、磁粉探傷試験(MT)や浸透探傷試験(PT)があり、溶接内部を調べる非破壊試験には、放射線透過試験(RT)や超音波探傷試験(UT)があります。
補助記号は、基線の上に2本目の基線を描き、2本目の基線の上にMT、PT、RT、UTなどを記入します。
まとめ
一口に溶接と言っても、溶接方法から溶接する箇所、開先の形状や深さ、角度、ルート間隔、表面形状、仕上げ方法、非破壊検査方法など、作業をするうえで押さえておくべきポイントは多岐にわたります。これらの複雑な指示を、一目で分かるようにするのが溶接記号の役目です。
必要な強度や品質を満たす製品を作るためには、溶接作業者だけでなく、設計者も溶接記号の理解は欠かせません。また、品質とコストを両立させる最適な溶接方法を選ぶため、方法の違いによるメリットとデメリットを理解するなど、奥の深い溶接技術を探求する姿勢が、ものづくりのレベルを向上するために重要になります。