- 2020-4-20
- エンジニア分野別, ニュース, 化学・素材系, 技術ニュース
- ブンゼン反応, 原子力研究開発機構, 水素製造効率, 熱利用水素製造, 熱化学水素製造ISプロセス, 省エネルギー化, 研究, 芝浦工業大学, 量子科学技術研究開発機構
量子科学技術研究開発機構は2020年4月17日、芝浦工業大学と原子力研究開発機構と共同で、熱化学水素製造ISプロセスの主反応であるブンゼン反応の過電圧(反応時の消費エネルギーに相当)を従来法から7割近く低減することに成功したと発表した。この成果により、太陽熱で駆動するISプロセスの水素製造効率を40%にまで向上できる見通しだという。
水素は次世代のクリーンなエネルギーキャリアとして期待されているが、現在主流の水素製造法である化石燃料の水蒸気改質では、二酸化炭素が排出される問題がある。そのため、複数の化学反応を組み合わせることで水の直接分解温度(約4000℃)よりもはるかに低温で水を熱分解する熱化学法が注目されている。その一つが、ヨウ素と硫黄の化合物を循環物質に用いるISプロセスである。
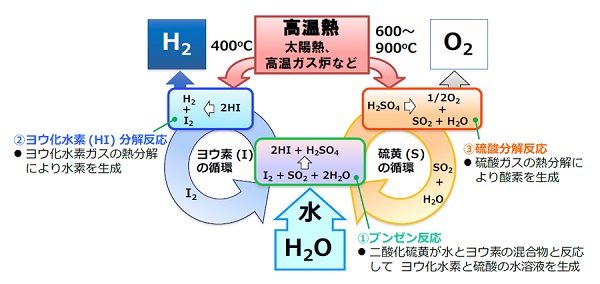
ISプロセスは、ブンゼン反応(室温):2H2O + I2+SO2⇒2HI+H2SO4、ヨウ化水素分解反応(400℃):2HI⇒H2+I2、硫酸分解反応(600~900℃):H2SO4⇒0.5O2+H2O+SO2、といった3つの反応から構成されている。このISプロセスの性能指標が水素製造効率で、これらの3反応とプロセス駆動に要する全消費エネルギーに対する製造水素の燃焼エネルギーの割合を意味する。
熱源の温度が高いほどプロセス全体の水素製造効率は上昇する。現時点では900℃の熱を供給可能な高温ガス炉が熱源として有力だ。しかし研究では、環境負荷ゼロを実現するために太陽熱が熱源に想定され、650℃でも既成の水素製造技術を超える高効率を実現するISプロセスの開発が進められた。
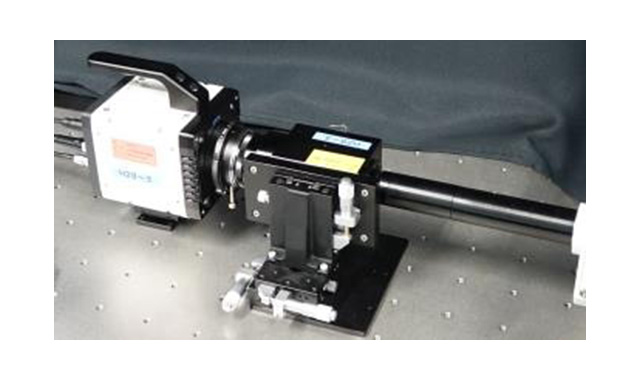
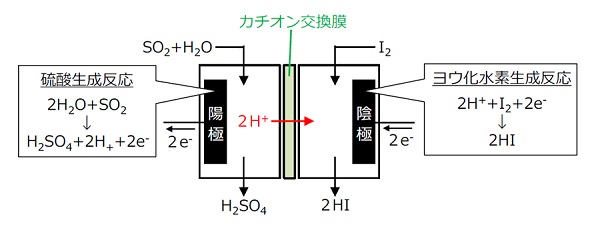
研究ではブンゼン反応に着目した。ブンゼン反応では、2室型セルの中央に陽イオン交換膜を配置し、陽極側に二酸化硫黄の水溶液、陰極側にヨウ素の水溶液を流通させ、電圧を電極間に加える手法を取る。陽極上で硫酸、陰極上でヨウ化水素が生成するとともに、陽極液中の水素イオンは膜を透過して陰極側へ移動。電解電流が高いほど多量のヨウ化水素が生成され、次工程のヨウ化水素分解で製造できる水素の量が増える。研究では十分な水素製造量を確保するため、ブンゼン反応の電流密度を200mA/cm2に設定した。
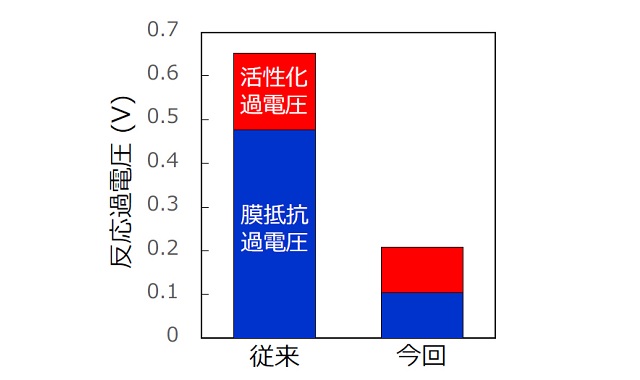
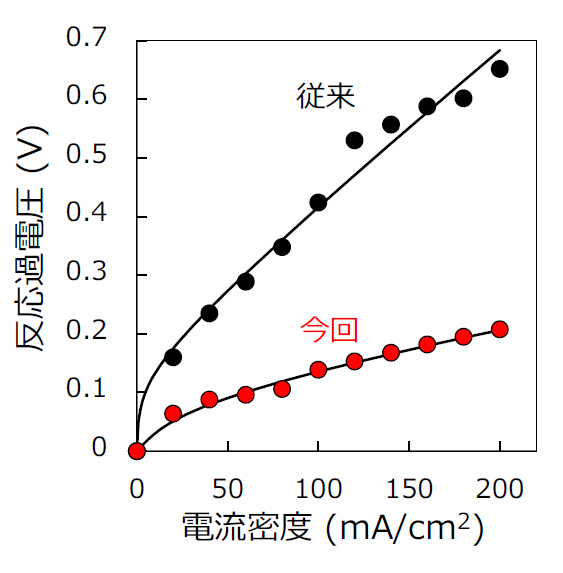
ブンゼン反応への適用に向け、量子科学技術研究開発機構は量子ビームを利用した高分子グラフト・架橋技術により、水素イオンを選択的に透過する陽イオン交換膜を開発。芝浦工業大学は、金の薄膜をチタン基板表面に電析させることにより、従来の炭素電極よりも硫酸生成反応を効率的に進行させる金電極の開発を担当。これらの陽イオン交換膜と金電極を装着した反応器を動作させたところ、ブンゼン反応の進行を確認した。反応の消費エネルギーに相当する反応過電圧、つまり実際のセル電圧と平衡電位との差は、電流密度200mA/cm2において0.65Vだった。
しかし、これでは水素製造効率はわずか22%だったため、ブンゼン反応の過電圧を0.65Vから0.2V以下へと低減させることが重要な課題となった。反応過電圧の7割は、水素イオンの透過に対する膜抵抗の過電圧が占めたので、とりわけ陽イオン交換膜の低抵抗化が不可欠だった。
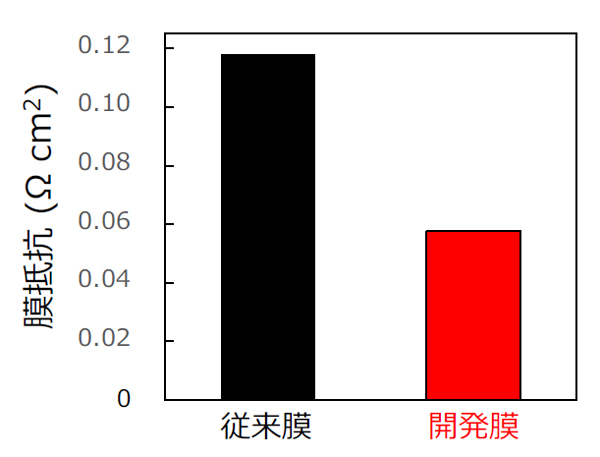
そこでブンゼン反応時と同じ環境中(強酸水溶液中)で陽イオン交換膜の特性を調査。結果、従来膜の抵抗が高かった原因は、水素イオンの透過に必要な水が浸透圧作用で膜外に排出されることだと判明した。膜内に多くの水を取り込むには、イオン交換基の密度に相当するイオン交換容量の増加が有効だが、イオン交換容量が高い膜は機械強度に乏しい傾向にあり、新たな陽イオン交換膜の開発が必要だった。
そこで量研は、量子ビームグラフト・架橋技術の分子設計自由度の高さを活かし、イオン交換容量を1.8倍に増大させて膜抵抗を半減させたうえで、分子鎖間の架橋密度を2倍に高めて十分な機械強度も付与した陽イオン交換膜の開発に取り組んだ。
芝浦工業大学は、反応過電圧の残り3割を占める陽極の活性化過電圧を一層下げるため、従来の金電極を多孔質化して比表面積の増大に取り組んだ。これまで用いてきたチタン平板に替え、空孔率87%の多孔質チタンを担体とし、その表面に金を電析させて多孔質の金陽極を開発した。
そして原子力研究開発機構は、これまで20℃で行っていた反応の温度を検討。反応温度が低いほど、陽極側の反応物である二酸化硫黄を水に溶解させやすいという利点がある一方で、高温では、電極反応の高活性化や水素イオンの膜透過速度の上昇などの利点もある。そこで従来の膜と電極を装着した反応器を異なる温度で作動させ、反応過電圧は温度上昇とともに低下したものの50℃以上では変わらなかったことを観察し、最適な反応温度が50℃であることを明らかにした。
最終的には、開発した低抵抗陽イオン交換膜と多孔質金陽極をブンゼン反応器に装着し、50℃で試験を実施。今回試験の反応過電圧は、従来試験の数値(0.65V)の3分の1以下に減少し、目標値である0.2Vに達した。電流密度と反応過電圧の関係を解析したところ、今回の試験では従来試験と比べて、膜抵抗過電圧は78%、活性化過電圧は41%減少。太陽熱を熱源に想定した650℃という比較的低温のISプロセスにおいても、水素製造効率40%を達成できる見通しが立ったという。