- 2022-6-13
- 機械系, 研究・技術紹介, 電気・電子系
- インジェクション成形, プラスチック, 合成樹脂, 射出成形, 溶融樹脂, 空洞部(キャビティ)
射出成形とは?
射出成形とは、主にプラスチックなどの合成樹脂を任意の形状に加工する方法の一つです。溶かしたプラスチックを金型に注入する射出(インジェクション)工程があり、インジェクション成形とも呼ばれます。
溶けたプラスチックを金型の中で冷やして固めることで成形し、金型を開き、成形品を取り出します。その後、カットやバリ取りなどの仕上げ加工を経て製品が完成します。
材料は熱可塑性樹脂がほとんどですが、まれに熱硬化性樹脂を使うこともあります。熱硬化性樹脂は、加熱すると結びつきの強い架橋反応を起こし、その結びつきの強化により硬化します。この特性により、熱可塑性樹脂と比較して、機械的強度と耐熱性に優れています。射出成形は材料の特性を活かし、多様な肉厚やサイズ、形状の部品を繰り返し高精度に成形できるため、大量生産に向いています。スマートフォンや家電製品のカバー、自動車のパーツ、おもちゃ、生活日用品など、日常的に触れるプラスチック製品の多くが射出成形で作られています。
射出成形の成形フローと仕組み
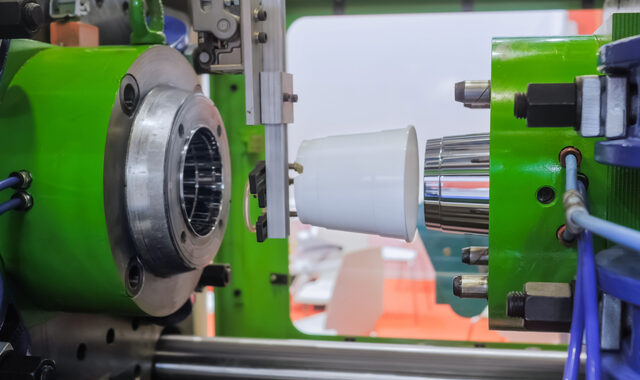
射出成形機は主に、射出装置、型締め装置、金型の3つユニットに分かれ、材料投入口のホッパー、材料加熱部のシリンダー、材料を射出するノズル、材料を固めて成形する金型などで構成されます。
射出装置では、ホッパーから投入されたペレット状の樹脂をシリンダーの内部で加熱し溶融します。溶融した樹脂はスクリューが回転して押し出し、ノズルから金型内に注入されます。
型締め装置では、金型内の材料を外側から冷却水で冷やして固化させます。冷却により樹脂が収縮するため、材料を補給して固化するまで金型内の圧力を保持(保圧)します。材料が冷えて固まると金型を開き、成形品は外部に排出されます。
金型は、射出装置側(固定側)に雌型を、型締め機構側(可動側)に雄型を取り付けます。雌雄の金型が閉じるとできる空洞部(キャビティ)に溶融樹脂を射出することで充填し、樹脂が固化すると金型を開き、雄型の金型のエジェクタピンが成形品を突き出すことで排出する仕組みです。
射出成形のメリットとデメリット
射出成形のメリットは?
・大量生産が可能
溶かしたプラスチックを金型に注入して成形するシンプルな生産方式であるため、射出成形機を用いて高速に大量生産できます。サイズや形状にもよりますが、金型に複数のキャビティを確保することで、数秒程度の1サイクルで複数の製品を作れます。
・多様な形状やサイズの成形が可能
材料と金型さえあれば、多様な形状、サイズの成形ができます。家電製品やおもちゃ、雑貨などの小さな製品から、車の内装品やバンパーなどの大きなパーツまで、多様な肉厚やサイズ、形状の柔軟な生産に対応できます。
・仕上げ加工が少ない
射出成形は高精度に加工した金型を使い、仕上がりのきれいな成形が可能なため、他の成形方式と比較して仕上げ加工が少ないのが特徴です。金型内のスプルー(管路)やランナー(分岐通路)、ゲート(入口)のカット、必要であればバリ取りをする程度の加工で済みます。ちなみにプラモデルの場合はカット処理をしないため、枠にパーツがつながった状態になっています。
・多様な成形方法に対応できる
金属部品とプラスチックを合わせて成形したり、色や材質が異なるプラスチックを合わせて成形したりする複合成形など、多様な成形方法に対応できます。単なるプラスチック製品だけでなく、さまざまな見た目や機能性を持たせた付加価値の高い製品を作れるのも、射出成形の大きなメリットです。

射出成形のデメリットは?
・金型の製造コストが高い
射出成形は大量生産に適しており、金型さえ製作すれば材料コストしかからず、生産量が増えることで製品単価は下がっていきます。一方で、金型の製造コストの高さを考慮すると、将来的に大きな生産量が見込めない製品には向いていません。
・金型の製作期間が長い
金型を完成させるまでには、温度変化によるプラスチックの収縮率の計算などを含めた高度な設計や、高い精度の製造技術が求められるなど、製作には数カ月を要することもあります。そのため近年では、金型を必要とせず短期間で製造が可能な3Dプリンターが、射出成形のデメリットを補う存在として活躍の場を広げています。
・成形可能な形状やサイズに制約がある
多様な形状や肉厚、サイズに対応可能な射出成形ですが、すべてのニーズに対応できるわけではありません。形状に関しては、金型から抜ける形状で、かつ取りやすくするため1~2%程度の抜き勾配が必要になります。肉厚は薄すぎても厚過ぎても、サイズは小さすぎても大きすぎても、成形不良の原因になります。また、そのままの状態では離型できない凹凸形状といったアンダーカットのある成形品は、特別な処理が必要になります。
・対応できない材料がある
樹脂の中には成形加工が難しかったり、加熱すると腐食性ガスを発生したりするものがあり、射出成形では対応できない材料があります。その場合、材料自体を変更するか、切削加工など別の方法に変更する必要があります。
射出成形の種類
・インサート成形
金属製のインサート部品をあらかじめ金型の中に装着し、金型に注入した樹脂と一体化して成形する方法です。ネジやビットに樹脂を一体化したハンドルネジやドライバーなどの工具、端子と絶縁材の樹脂を一体化したコネクターやスイッチなどの電子部品、樹脂製グリップと金属製シャフトを一体化した自動車のシフトレバーなどがインサート成形で作られています。インサート成形には、製造工程の削減、製品の強度向上、インサート部品の位置精度向上などのメリットがあります。
・異材成形/多色成形
異なる材質や色の材料同士を一体化して成形する方法で、インサート成形と同じく複合成形技術を用います。それぞれの樹脂を個別に射出して一体化する方法と、同時に射出して一体化する方法があります。
例えば、射出成形機の中に2つの金型を用意し、一方の射出ユニットで成形した部品を別の金型に入れて、再び異なる材質や色の材料を一体化して成形する方法、または、同一の金型の部分ごとに異なる材質や色の材料を同時に射出し、一体化して成形する方法があります。部品の場所に応じて機能や色を変えたいケースなど、広く用いられる成形方法です。
・フィルムインサート/フィルムインモールド成形
加飾成形とも呼ばれ、成形品の表面に模様や光沢、文字などの装飾を加える方法です。フィルムインサート成形では、表面にさまざまな装飾が印刷されたフィルムをあらかじめ金型内にセットし、材料を射出する時の熱と圧力により成形品とフィルムが一体化されます。フィルムインモールド成形はフィルムインサートと同様の手順を用いますが、一体化ではなく転写により成形品の表面を装飾します。
まとめ
射出成形以外にも、プラスチックの加工方法には押出成形やブロー成形、切削、積層造形などがありますが、7~8割のプラスチック製品が射出成形で作られています。汎用性や応用性が高く、高精度かつ高速で加工できる射出成形の優位性はこれからも続きそうです。
優れた材料特性が評価され、さまざまな分野でプラスチックへの代替が進んでいます。しかし、円安や原料価格の高騰によるプラスチック材料の値上がり、環境意識の高まりによるプラスチックの再利用の広がりなど不確実な要素もあり、今後のプラスチック加工を巡る動向には注視が必要です。